
Plastik Boru Makinesi Üreticisi
- YUYU Plastic Machinery, verimli, modern ve güvenilir boru üretim çözümleri için tasarlanmış yüksek performanslı PVC/PE/PP boru ekipmanları sunar.
- Boru Muf Makinesi
- Boru Bükme Makineleri
- Boru Kanal Açma Makinesi
- Boru Diş Açma Makinesi
- Boru Delme Makinesi
Hakkımızda
Biz Kimiz
- Jiangsu Yuyu Plastic Machinery Co., Ltd. ve Changzhou Desheng Plastic Machinery Co., Ltd. 2003 yılından bu yana plastik boru üretimine yönelik yardımcı ekipmanların üretimine kendini adamıştır. PVC, PVC oluklu, PP ve PE borulara yönelik; ağız açma/soketleme makineleri, kanal açma makineleri, diş açma makineleri, bükme makineleri ve diğer plastik boru işleme ekipmanlarını da kapsayan makineler konusunda uzmanlaşmış bulunuyoruz.
Ürün
SUNUMLARIMIZ
- Ana ürünlerimiz; PVC, PVC koruge, PP ve PE borular için boru son işlemeye yönelik muf makineleri, kanal açma makineleri, diş açma makineleri ve bükme makinelerini içerir.
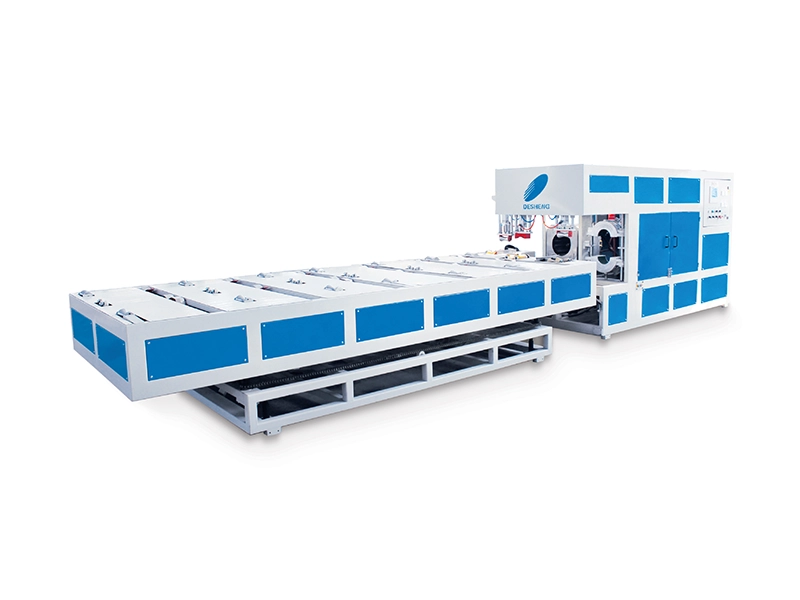
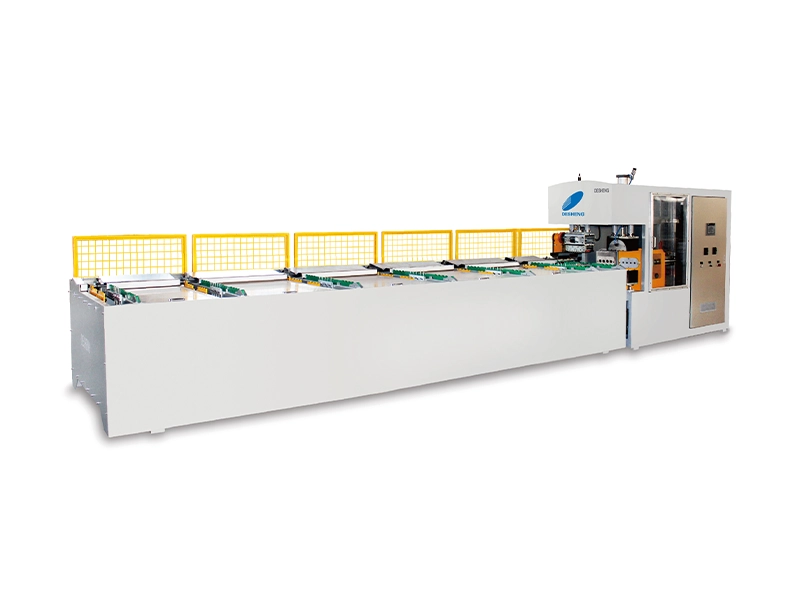
Boru Muf Makinesi
- 16 mm ile 1600 mm arasında değişen boru çapları.
- Her döngüde en fazla 12 boru genişletilebilir.
- R tipi / Dikdörtgen tipi / Pürüzsüz (U) tipi / Rieber tipi.
- Otomatik ve yarı otomatik makineler sunuyoruz.
Boru Bükme Makinesi
- 30°, 45°, 60° ve 90° bükülme açılarını destekler.
- 20 mm ile 160 mm arasında değişen boru çapları.
- 220 mm ile 1520 mm arasındaki boru uzunluklarını destekler.
- şekil koruma amacıyla su soğutmalı.
Boru Diş Açma Makinesi
- 1/2 inç ile 630 mm arasında değişen boru çapları.
- V tipi/T tipi dış diş ve T tipi iç dişleri destekler.
- Destek borusu uzunluğu 3 m ile 6 m arasında değişmektedir.
- Otomatik çalışma.
Boru Kanal Açma Makinesi
- 1,5 inç ile 630 mm arasında değişen boru çapları.
- Destek borusu uzunluğu 3 m ile 6 m arasında değişmektedir.
- Dikey ve yatay diş tiplerini destekler.
- Birden fazla dar yarığı hassas bir şekilde keser.
En Çok Satanlar
Başlıca Ürünler






Mesleki Alan
15 yılı aşkın deneyime sahip birinci sınıf teknoloji. Makine çözümlerini, özel ihtiyaçlarınıza göre profesyonel bir şekilde özelleştiriyoruz.

Satış Sonrası Destek
Tanınmış teknik uzmanlar ve yetkin bir satış ekibinin desteğiyle yıllık üretimimiz 200 seti aşmakta ve sektör genelinde güven kazanmaktadır.
Takım Desteği
Satış öncesi danışmanlık ve müşteri karşılama hizmetlerinin yanı sıra, gelişmiş üretim kontrolü ve kapsamlı bir satış sonrası hizmet sistemi sunuyoruz.
Her Gün Güncelleniyor
En Son Makalelerimiz
Temmuz 21, 2026
Kuru kesme, plastik boru diş açma işlemine basit ve temiz bir yaklaşım sunarken, soğutmalı kesme ise zorlu üretim koşullarında daha etkili bir ısı kontrolü sağlar. Seçim, malzemenin davranışına, diş derinliğine, boru boyutuna, üretim süresine ve temizlik gereksinimlerine göre yapılmalıdır.
Temmuz 21, 2026
Testereyle kesme, frezeleme ve delme işlemlerinin tümü plastik borularda yarıklar oluşturabilir; ancak bu yöntemler aynı hız, kenar kalitesi, esneklik veya takım maliyetini sağlamaz. En uygun yöntem, boru malzemesine, duvar kalınlığına, yarık geometrisine, üretim hacmine ve nihai ürün gereksinimlerine bağlıdır.