Plastik boruların bükülmesi, sıhhi tesisat, drenaj, endüstriyel boru tesisatı ve altyapı projelerinde temel bir işlemdir. Dirsek ve bağlantı parçaları gibi bağlantı elemanları yaygın olarak kullanılsa da, hassas boru bükme makineleri müteahhitlerin ve üreticilerin bağlantı sayısını artırmadan düzgün eğriler oluşturmasına, sızıntı noktalarını azaltmasına ve akış verimliliğini artırmasına olanak tanır. Bu işlemin merkezinde, boru malzemesini yumuşatarak çatlama veya çökme olmadan kontrollü bir yarıçap etrafında bükülebilmesini sağlayan ısıtma sistemi yer alır.
Plastik boru bükme makinelerinde farklı ısıtma yöntemleri kullanılır ve her birinin enerji verimliliği, bükme hassasiyeti, döngü süresi, malzeme uyumluluğu ve ürün kalitesini etkileyen kendine özgü özellikleri vardır. En yaygın üç ısıtma sistemi Sıcak Hava, Kızılötesi (IR) ve Direnç (Temaslı Isıtma) sistemleridir.
Boru Bükmede Isıtma Sistemlerinin Önemi
PVC (Polivinil Klorür), HDPE (Yüksek Yoğunluklu Polietilen) ve PPR (Polipropilen Rastgele Kopolimer) gibi plastik borular, belirli sıcaklık aralıklarında esnek hale gelen yarı kristal veya amorf malzemelerdir. Tutarlı bükümler elde etmek için ısıtma sistemi şunları yapmalıdır:
- Aşırı ısınma veya yetersiz ısınma olmadan boru duvarını eşit şekilde yumuşatmalıdır.
- Bozulma veya yanıkları önleyerek malzeme bütünlüğünü korumalıdır.
- Üretim verimliliğini en üst düzeye çıkarmak için döngü sürelerini kontrol etmelidir.
- Uzun vadeli işletme maliyetleri için enerji verimliliği gereksinimlerini karşılamalıdır.
Kötü bir ısıtma sistemi, ovalleşme, duvar incelmesi, renk değişikliği, eğrilme veya çatlama gibi kusurlara neden olur. Bu nedenle, doğru ısıtma sistemini seçmek hem kalite hem de maliyet açısından çok önemlidir.
Isıtma Yöntemlerine Genel Bakış

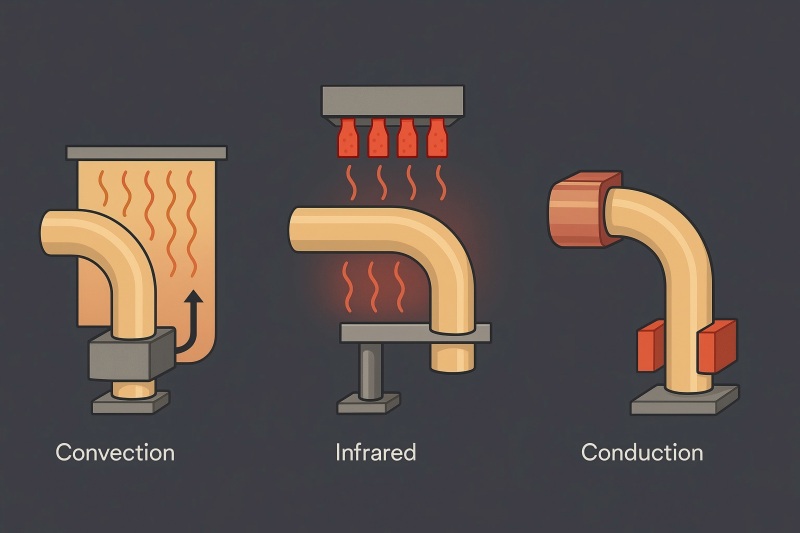
Sıcak Hava Isıtma
Üfleyiciler ve ısıtma elemanları kullanılarak sıcak hava üretilir ve bu hava boru çevresinde dolaşır.
Isı transferi konveksiyon yoluyla gerçekleşir.
Dar termal aralığı nedeniyle genellikle PVC borular için kullanılır.
- Sıcaklık Aralığı: 80–200°C
- Uygulamalar: PVC elektrik kanalları, sıhhi tesisat boruları, ince cidarlı borular.
Kızılötesi (IR) Isıtma
Kızılötesi lambalar veya yayıcılar kullanılarak enerji doğrudan boru yüzeyine yayılır.
Isı transferi, boru duvarı tarafından emilen radyasyon yoluyla gerçekleşir.
Çevre boyunca hızlı ve eşit bir ısıtma sağlar.
- Sıcaklık Aralığı: 100–350°C
- Uygulamalar: Daha yüksek ısı direncine sahip HDPE ve PPR borular.
Dirençli (Temaslı) Isıtma
Boru, ısıtılmış metal plakalar, bantlar veya mandrellerle doğrudan temas eder.
Isı transferi iletim yoluyla gerçekleşir.
Hızlı ısıtma sağlar, ancak yerel aşırı ısınma riski taşır.
- Sıcaklık Aralığı: 100–250°C
- Uygulamalar: Hızlı ısıtmanın gerekli olduğu ağır hizmet tipi, kalın cidarlı borular.
Isıtma Sistemlerinin Teknik Karşılaştırması
| Parametre | Sıcak Hava | Kızılötesi (IR) | Direnç (Temas) |
| Isı Transferi | Konveksiyon | Radyasyon | İletim |
| Isıtma Hızı | Yavaş–Orta | Hızlı | Çok Hızlı |
| Düzgünlük | İyi (sirkülasyonlu) | Mükemmel | Orta (sıcak nokta riski) |
| Enerji Verimliliği | Orta | Yüksek | Orta |
| Sıcaklık Kontrolü | Kolay | IR sensör geri bildirimi gerektirir | Yüzey sensörleri gerektirir |
| Bakım | Düşük (fanlar, ısıtıcılar) | Orta (lamba değişimi) | Yüksek (plakalarda aşınma) |
| Güvenlik | Yüksek (kapalı hava akışı) | Orta (açık lambalar) | Orta (sıcak plakalar) |
| Maliyet | Düşük | Orta–Yüksek | Orta |
| En iyi malzeme | PVC | HDPE, PPR | HDPE, PPR (kalın cidarlı) |
Enerji Tüketimi ve Döngü Süresi Analizi
Enerji maliyetleri, özellikle yüksek hacimli üretim hatlarında boru bükmede kritik bir faktördür.
| Isıtma Sistemi | Ort. Güç Tüketimi (kW/saat) | Ortalama Isıtma Süresi (bükme başına, dk) | Verimlilik Notları |
| Sıcak Hava | 4,5 | 6–10 | Kararlı ancak daha yavaş |
| Kızılötesi | 3,2 | 3–6 | En enerji verimli |
| Direnç | 4,0 | 2–5 | Hızlı ancak daha yüksek yerel kayıplar |
Gözlemler:
- Kızılötesi ısıtma, enerji birimi başına en hızlı döngü süresini sağlar, bu da onu büyük ölçekli işlemler için son derece uygun hale getirir.
- Sıcak hava ısıtma daha yavaştır ancak PVC borular için daha uygun bir yöntemdir.
- Dirençli ısıtma, kalın cidarlı borular için etkilidir ancak kötü kontrol edildiğinde daha fazla enerji tüketebilir.

Malzeme Uyumluluğu
PVC (80–105°C Yumuşama Aralığı)
- Yavaş ve eşit bir şekilde ısıttığı için yanma veya renk solmasını önlediği için sıcak hava ile en iyi sonucu verir.
- PVC’nin dar termal aralığı nedeniyle IR ısıtma aşırı ısınma riskini beraberinde getirir.
- Dirençli ısıtma, yerel hasara neden olabilir.
HDPE (120–135°C Yumuşama Aralığı)
- Kızılötesi ısıtma idealdir; HDPE’nin geri esneme eğilimini telafi ederek eşit bir ısıtma sağlar.
- Dirençli ısıtma, kalın cidarlı HDPE için işe yarar ancak sıkı bir izleme gerektirir.
- Sıcak hava, daha yüksek ısı emilimi gereksinimleri nedeniyle daha az verimlidir.
PPR (130–150°C Yumuşama Aralığı)
- Kızılötesi, düzgün ve hızlı ısıtma sağladığı için PPR için en iyisidir.
- Direnç ısıtması da işe yarar, ancak duvar incelmesini önlemek için kontrollü soğutma gerektirir.
- Sıcak hava yavaş olduğundan PPR bükümünde daha az yaygın olarak kullanılır.
Uygun Isıtma ile Hata Önleme
| Kusur | Muhtemel Neden | Isıtma Sistemi En Duyarlı | Önleme |
| Çatlama | Düzensiz ısıtma, çok düşük sıcaklık | Direnç | Yüzeyin eşit şekilde ısınmasını sağlayın |
| Renk Değişimi | Aşırı ısınma, termal bozulma | IR, Direnç | Termal sensörler kullanın, uzun süreli ısıtmadan kaçının |
| Ovalite | Düzensiz duvar yumuşaması | Sıcak hava | Hava sirkülasyon fanları kullanın |
| Duvar İncelmesi | Aşırı yerel ısınma | Direnç | Mandrel desteği, daha düşük ısıtma yoğunluğu |
| Geri esneme | Yetersiz ısıtma derinliği | Sıcak hava | Daha uzun süre ön ısıtma yapın, IR’yi değerlendirin |
Maliyet-Fayda Analizi
| Faktör | Sıcak Hava | Kızılötesi | Direnç |
| İlk Yatırım | Düşük | Yüksek | Orta |
| İşletme Maliyetleri | Orta | Düşük | Orta |
| Bakım | Kolay | Orta (lamba değişimi) | Yüksek (yüzey aşınması) |
| Üretim Hızı | Yavaş | Hızlı | Orta–Hızlı |
| En iyi yatırım getirisi | Küçük–orta ölçekli fabrikalar | Yüksek hacimli üreticiler | Özel kalın cidarlı uygulamalar |
Endüstriyel Vaka Çalışması
Vaka: 110 mm HDPE Boru Bükme Hattı
Sıcak Hava:
- Isıtma süresi = 8 dakika
- Bükme başına enerji = 0,6 kWh
- Hatalı ürün oranı = %5
Kızılötesi:
- Isıtma süresi = 4 dakika
- Bükme başına enerji = 0,35 kWh
- Hatalı ürün oranı = %2
Direnç:
- Isıtma süresi = 3 dakika
- Bükme başına enerji = 0,45 kWh
- Hatalı ürün oranı = %4
Sonuç: Kızılötesi ısıtma, HDPE için en düşük bükme başına maliyet ve en yüksek kalite tutarlılığını sağlamıştır.
Bakım ve İşletme Hususları
Sıcak Hava Sistemleri
- Fanları/ısıtma elemanlarını periyodik olarak değiştirin.
- Hava akışı için filtrelerin temiz olduğundan emin olun.
- Kontaminasyon riski düşüktür.
Kızılötesi Sistemler
- Lambalar zamanla bozulur; yaklaşık 5000–8000 saat sonra değiştirin.
- Tutarlı ısıtma için kalibrasyon sensörleri gerektirir.
- Toz ve yüzey yansıtıcılığına duyarlıdır.
Direnç Sistemleri
- Isıtma plakaları, tekrarlanan temas nedeniyle aşınır.
- Malzeme kalıntısı birikme riski vardır.
- Sık sık temizlik ve kalibrasyon gerektirir.
Isıtma Teknolojisindeki Gelecekteki Gelişmeler
- Hibrit Sistemler: Hız ve güvenlik için sıcak hava + IR’yi birleştirir.
- İndüksiyon Isıtma: Belirli polimerler için temiz, hızlı ve kontrol edilebilir bir yöntem olarak ortaya çıkmaktadır.
- AI Tabanlı Kontrol: Isıtma profillerini gerçek zamanlı olarak ayarlayan uyarlanabilir geri bildirim sistemleri.
- Enerji Geri Kazanım Sistemleri: Direnç veya kızılötesi ısıdan kaynaklanan atık ısıyı yeniden kullanım için yakalar.
Isıtma sistemi, hassas boru bükme makinelerinin temel bileşenidir. Sıcak hava, kızılötesi ve dirençli ısıtma arasında seçim yapmak, boru malzemesine, üretim hacmine, enerji maliyetine ve kalite gereksinimlerine bağlıdır.
- Sıcak Hava Isıtma, yumuşak ve eşit sıcaklık kontrolü nedeniyle PVC için en uygun seçenektir.
- Kızılötesi Isıtma, en enerji verimli yöntemdir ve HDPE ve PPR’nin yüksek hacimli bükülmesi için uygundur.
- Direnç Isıtma, sıkı kontrol gerektirmesine rağmen, kalın cidarlı boruların kullanıldığı özel uygulamalar için etkilidir.
Malzeme uyumluluğu, operasyonel hedefler ve enerji verimliliğini birbiriyle uyumlu hale getirerek, üreticiler kusursuz, uygun maliyetli ve dayanıklı plastik boru bükme işlemi sağlayabilirler.