
Fabricante de maquinaria para tubos plásticos
- YUYU Plastic Machinery ofrece equipos de alto rendimiento para tubos de PVC/PE/PP, diseñados para soluciones de producción de tuberías eficientes, modernas y fiables.
- Máquina abocardadora
- Máquinas para doblar tubos
- Máquina ranuradora de tubos
- Máquina roscadora de tubos
- Máquina perforadora de tubos
Quiénes somos
Quiénes somos
- Jiangsu Yuyu Plastic Machinery Co., Ltd. y Changzhou Desheng Plastic Machinery Co., Ltd. se dedican desde 2003 a la fabricación de equipos auxiliares para la producción de tubos de plástico. Nos especializamos en máquinas para tubos de PVC, tubos corrugados de PVC, tubos de PP y tubos de PE, entre las que se incluyen máquinas para embocar y encajar, máquinas ranuradoras, máquinas roscadoras, máquinas curvadoras y otros equipos para el procesamiento de tubos de plástico.
Producto
QUÉ OFRECEMOS
- Nuestros productos principales incluyen diversas máquinas abocardadoras, ranuradoras, cortadoras de roscas y curvadoras para el posprocesamiento de tubos de PVC, PVC corrugado, PP y PE.
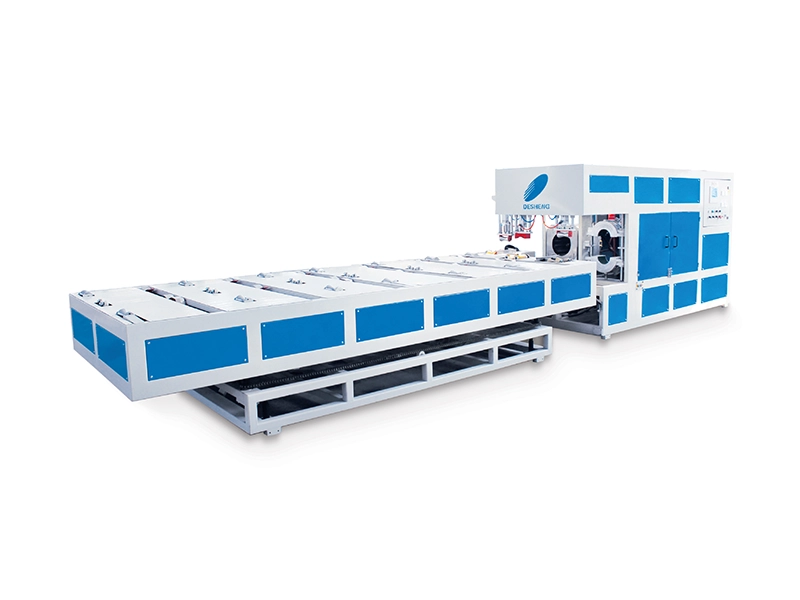
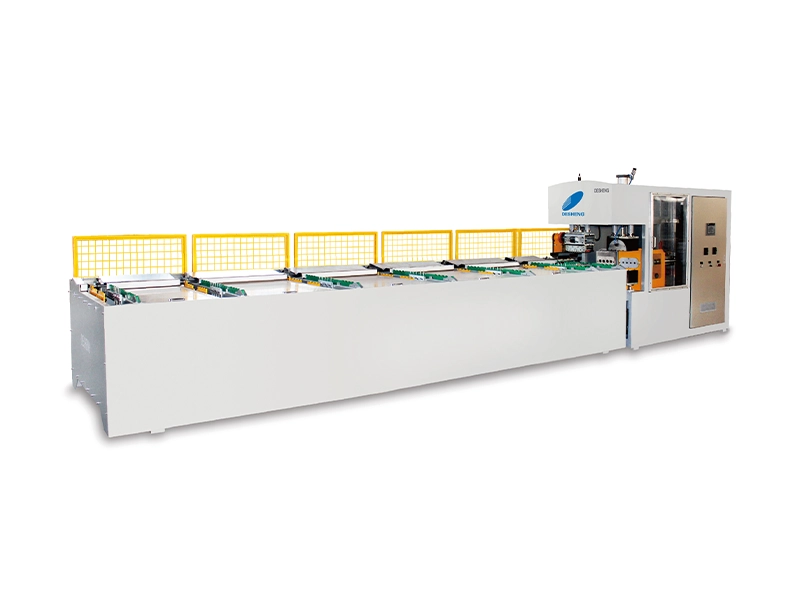
Máquina abocardadora
- Diámetros de tubería que van desde los 16 mm hasta los 1600 mm.
- Se pueden ampliar hasta 12 tuberías por ciclo.
- Tipo R / tipo rectangular / tipo liso (U) / tipo Rieber
- Suministramos máquinas automáticas y semiautomáticas.
Máquina dobladora de tubos
- Admite ángulos de curvado de 30°, 45°, 60° y 90°.
- Diámetros de tubería que van desde los 20 mm hasta los 160 mm.
- Admite tubos de entre 220 mm y 1520 mm de longitud.
- refrigerado por agua para mantener la forma.
Máquina roscadora de tubos
- Diámetros de tubería que van desde 1/2" hasta 630 mm.
- Admite rosca exterior tipo V / tipo T y rosca interior tipo T.
- Longitud de los tubos de soporte: de 3 m a 6 m.
- Funcionamiento automático.
Máquina ranuradora de tubos
- Diámetros de tubería que van desde 1,5" hasta 630 mm.
- Longitud de los tubos de soporte: de 3 m a 6 m.
- Admite roscas verticales y horizontales.
- Corta con precisión múltiples ranuras estrechas.
Oferta especial
Productos principales






Ámbito profesional
Tecnología de primera clase con más de 15 años de experiencia. Ofrecemos soluciones de maquinaria personalizadas y adaptadas a sus necesidades específicas.

Servicio posventa
Respaldados por expertos técnicos reconocidos y un equipo de ventas altamente cualificado, nuestra producción anual supera las 200 unidades, lo que garantiza la confianza en todo el sector.
Apoyo al equipo
Además del asesoramiento previo a la venta y la atención al cliente, ofrecemos un control avanzado de la producción y un completo sistema de servicio posventa.
Actualización diaria
Nuestros últimos artículos
julio 21, 2026
El corte en seco ofrece un método sencillo y limpio para roscar tubos de plástico, mientras que el corte refrigerado permite un mayor control del calor en procesos de producción exigentes. La elección debe basarse en el comportamiento del material, la profundidad de la rosca, el tamaño del tubo, la
julio 21, 2026
El corte con sierra, el fresado y el punzonado permiten realizar ranuras en tubos de plástico, pero no ofrecen la misma velocidad, calidad de los bordes, flexibilidad ni coste de las herramientas. El método más adecuado depende del material del tubo, el espesor de la pared, la geometría de la