
Hersteller von Kunststoffrohrmaschinen
- YUYU Plastic Machinery liefert leistungsstarke PVC-, PE- und PP-Rohrausrüstung, die für effiziente, moderne und zuverlässige Lösungen in der Rohrproduktion entwickelt wurde.
- Rohrmuffenmaschine
- Rohrbiegemaschinen
- Rohrschlitzmaschine
- Rohrgewindeschneidmaschine
- Rohrperforiermaschine
Über uns
Über uns
- Die Jiangsu Yuyu Plastic Machinery Co., Ltd. und die Changzhou Desheng Plastic Machinery Co., Ltd. widmen sich seit 2003 der Herstellung von Zusatzanlagen für die Kunststoffrohrproduktion. Wir sind spezialisiert auf Maschinen für PVC-Rohre, PVC-Wellrohre, PP-Rohre und PE-Rohre, darunter Muffen- und Muffenpressmaschinen, Schlitzmaschinen, Gewindeschneidmaschinen, Biegemaschinen und andere Anlagen zur Kunststoffrohrverarbeitung.
Produkt
UNSER ANGEBOT
- Unsere Hauptprodukte umfassen verschiedene Maschinen zur Nachbearbeitung von PVC-, PVC-Well-, PP- und PE-Rohren, darunter Rohrmuffenmaschinen, Rohrschlitzmaschinen, Gewindeschneidmaschinen und Rohrbiegemaschinen.
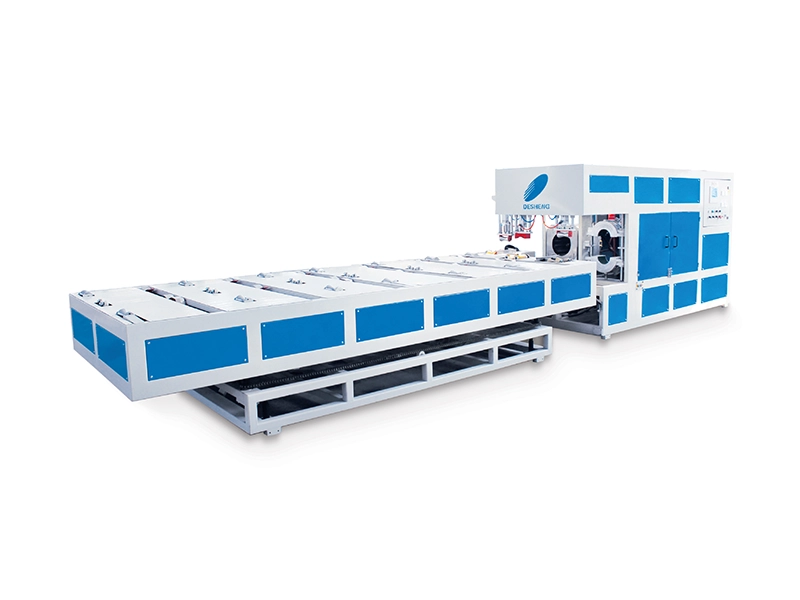
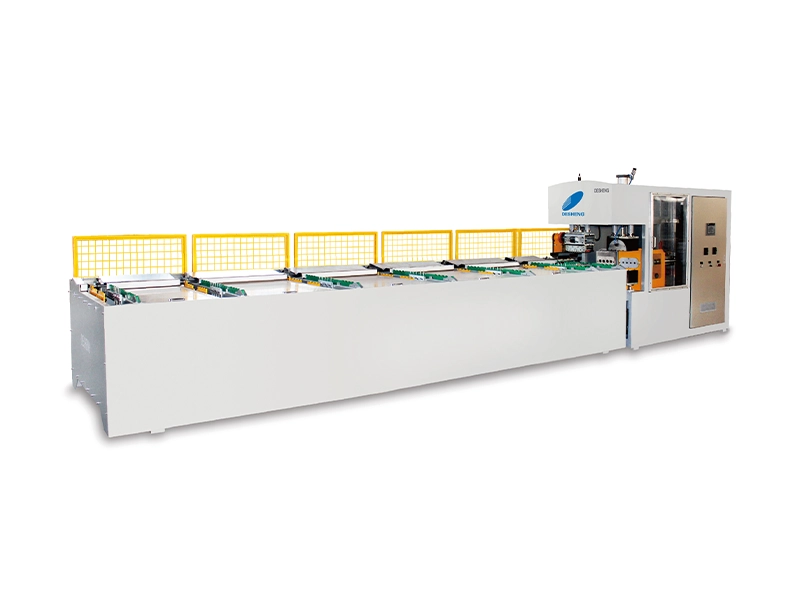
Rohrmuffenmaschine
- Rohrdurchmesser von 16 mm bis 1600 mm.
- Pro Zyklus können bis zu 12 Rohre erweitert werden.
- R-Typ / Rechteckiger Typ / Glatter Typ (U) / Rieber-Typ.
- Bieten Sie automatische und halbautomatische Maschinen an.
Rohrbiegemaschine
- Unterstützt Biegewinkel von 30°, 45°, 60° und 90°.
- Rohrdurchmesser von 20 mm bis 160 mm.
- Geeignet für Rohrlängen von 220 mm bis 1520 mm.
- wassergekühlt, um die Form zu erhalten.
Rohrgewindeschneidmaschine
- Rohrdurchmesser von 1/2" bis 630 mm.
- Unterstützt Außengewinde vom Typ V und T sowie Innengewinde vom Typ T.
- Länge der Stützrohre von 3 m bis 6 m.
- Automatischer Betrieb.
Rohrschlitzmaschine
- Rohrdurchmesser von 1,5" bis 630 mm.
- Länge der Stützrohre von 3 m bis 6 m.
- Unterstützt vertikale und horizontale Gewinde.
- Schneidet präzise mehrere schmale Schlitze.
Heißer Verkauf
Hauptprodukte






Berufsfeld
Erstklassige Technologie mit über 15 Jahren Erfahrung. Wir entwickeln professionelle Maschinenlösungen, die genau auf Ihre individuellen Anforderungen zugeschnitten sind.

Kundendienst
Dank der Unterstützung durch anerkannte technische Experten und ein kompetentes Vertriebsteam liegt unsere jährliche Produktionsleistung bei über 200 Anlagen, was uns das Vertrauen der gesamten Branche sichert.
Team-Support
Neben der Beratung vor dem Kauf und der Kundenbetreuung bieten wir eine fortschrittliche Produktionssteuerung sowie ein umfassendes Kundendienstsystem.
Täglich aktualisiert
Unsere neuesten Artikel
Juli 21, 2026
Das Trockenschneiden bietet eine einfache und saubere Methode zum Gewindeschneiden an Kunststoffrohren, während das gekühlte Schneiden eine bessere Wärmekontrolle für anspruchsvolle Produktionsanforderungen ermöglicht. Die Wahl sollte sich nach dem Materialverhalten, der Gewindetiefe, der Rohrgröße, der Produktionsdauer und den Reinigungsanforderungen richten.
Juli 21, 2026
Sägen, Fräsen und Stanzen sind allesamt Verfahren, mit denen Schlitze in Kunststoffrohren hergestellt werden können, doch unterscheiden sie sich hinsichtlich Geschwindigkeit, Kantenqualität, Flexibilität und Werkzeugkosten. Das am besten geeignete Verfahren hängt vom Rohrmaterial, der Wandstärke, der Schlitzgeometrie, dem Produktionsvolumen und den Anforderungen an das Endprodukt ab.