Las máquinas de abocardado desempeñan un papel fundamental en la fabricación de tuberías de plástico, especialmente para tuberías de PVC, UPVC, CPVC y HDPE. Su función es sencilla pero esencial: forman un reborde (o «campana») en un extremo de la tubería, lo que permite unirla fácilmente con otra tubería o accesorio sin necesidad de adhesivos adicionales en muchos casos.
Para los fabricantes, comprender el proceso paso a paso del funcionamiento de las máquinas de abocardado es fundamental para garantizar una calidad de producto uniforme, una alta eficiencia de producción y el cumplimiento de las normas internacionales. En este artículo, explicamos el proceso de funcionamiento en detalle, destacamos la tecnología subyacente y presentamos datos que ilustran los parámetros de rendimiento.
Descripción general de las máquinas de campana
Máquinas abocardadoras Están diseñados para calentar, dar forma y enfriar automáticamente el extremo de una tubería, creando así una conexión en forma de campana. Esta conexión garantiza uniones resistentes y sin fugas en tuberías de agua, desagüe e industriales.
Funciones clave de las máquinas abocinadoras en la fabricación de tuberías:
- Proporcionar dimensiones de enchufe uniformes y precisas
- Mejora la resistencia de la conexión de las tuberías y la fiabilidad a prueba de fugas.
- Reducir la dependencia de acoplamientos y adhesivos externos.
- Incrementa la velocidad de producción con ciclos automatizados.
Tipos de máquinas de timbre comúnmente utilizadas:
- Máquinas de abocardado automáticas: calentamiento, moldeado y enfriamiento totalmente automatizados.
- Máquinas semiautomáticas para colocar timbres: requieren la intervención parcial del operario.
- Máquinas de abocardado tipo mandril: utilizan mandriles para dar forma al casquillo.
- Máquinas de abocardado rotativas: giran el tubo durante el calentamiento para lograr uniformidad.
Proceso paso a paso para el abocardado de tuberías
Paso 1: Carga de tuberías
La tubería se introduce en el sistema de carga de la máquina de forma automática o manual.
Las abrazaderas accionadas por servomotores o los sistemas neumáticos sujetan firmemente la tubería en su lugar.
Requisitos clave:
- Alineación correcta para evitar deformaciones.
- Manipulación segura de tuberías de paredes delgadas.
Paso 2: Calentamiento de tuberías
El extremo del tubo se calienta para ablandar el material plástico, generalmente mediante calentadores infrarrojos, hornos de aire caliente o sistemas de calentamiento por contacto.
La temperatura de calentamiento suele oscilar entre 120 °C y 140 °C para el PVC y entre 160 °C y 180 °C para el CPVC.
Tabla de parámetros de calefacción:
| Material | Método de calentamiento | Rango de temperatura (°C) | Tiempo de calentamiento (segundos) |
| CLORURO DE POLIVINILO | Infrarrojos / Aire caliente | 120 – 140 | 20 – 40 |
| CPVC | Infrarrojos / Aire caliente | 160 – 180 | 25 – 45 |
| HDPE | Infrarrojos / Aire caliente | 120 – 130 | 30 – 60 |
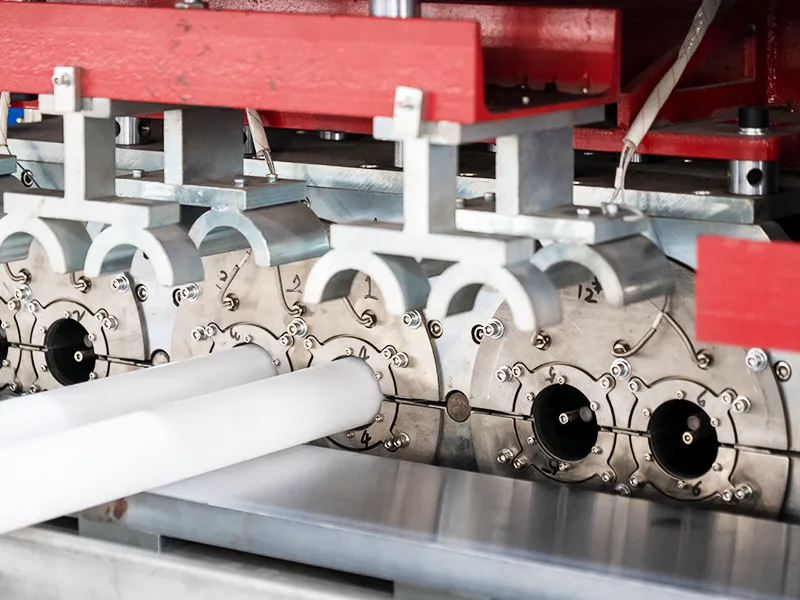
Paso 3: Formación del receptáculo (moldeado)
Se inserta un mandril o herramienta de calibración en el extremo del tubo calentado.
El tubo ablandado se adapta a la forma del mandril, creando así el receptáculo de la campana.
Las máquinas pueden crear diferentes tipos de casquillos: rectos, rígidos o con junta tórica (con ranura).
Tipos de enchufes formados:
- Casquillo tipo U: Casquillo recto sencillo para conexiones con cemento solvente.
- Casquillo tipo R: incorpora una ranura para junta tórica para el sellado con goma.
- Enchufe a medida: dimensiones personalizadas para accesorios especializados.
Paso 4: Enfriamiento
Tras darle forma, el encaje se enfría para que conserve su forma y evitar deformaciones.
Los métodos de enfriamiento incluyen:
- Refrigeración por aire: Los ventiladores soplan aire frío en el extremo del tubo.
- Refrigeración por agua: Refrigeración por pulverización o inmersión para una rápida disminución de la temperatura.
Tabla comparativa de sistemas de refrigeración:
| Método de enfriamiento | Tiempo de enfriamiento | Ventajas | Desventajas |
| Refrigeración por aire | 30–60 segundos | Sencillo y de bajo costo. | Enfriamiento más lento, riesgo de deformación |
| Refrigeración por agua | 15–30 segundos | Más rápido, garantiza la retención de la forma. | Mayor consumo de energía, requiere reciclaje de agua. |
Paso 5: Descarga de tuberías
Una vez enfriada, la tubería acoplada se libera automáticamente y se retira de la máquina mediante sistemas de transporte.
Las tuberías terminadas se apilan o se trasladan a la siguiente etapa de producción.
Sistema de control y automatización
Las modernas máquinas de abocardado utilizan PLC y paneles HMI para un control preciso del calentamiento, la presión de conformado, la temperatura y el tiempo de enfriamiento.
Beneficios de la automatización:
- Reducción del error del operador
- Dimensiones de enchufe uniformes
- Mayores tasas de producción
- Monitorización en tiempo real y detección de fallos
Datos de rendimiento típicos
| Parámetro | Rango de valores |
| Rango de diámetro de tubería | 50 mm – 630 mm |
| Rango de longitud del enchufe | 60 mm – 300 mm |
| Tiempo de ciclo por tubería | 40 – 90 segundos |
| Salida de la máquina | 400 – 600 tuberías / 8 horas |
| Consumo de energía | 15 – 30 kW |
Control de calidad en Belling
Para garantizar uniones de tuberías fiables, el control de calidad es fundamental:
- Verificación de las dimensiones del casquillo: diámetro, profundidad y redondez.
- Consistencia del espesor de la pared: Evitar el adelgazamiento durante el calentamiento.
- Prueba de fugas: Prueba de presión hidrostática para los casquillos de las juntas tóricas.
- Inspección visual: No presenta grietas, burbujas ni marcas de quemaduras.
Ventajas de las modernas máquinas de campanas
- Alta precisión: el moldeado mediante mandril garantiza un tamaño de casquillo exacto.
- Eficiencia energética: los sistemas de calefacción avanzados reducen el consumo de energía.
- Flexibilidad: capaz de producir múltiples tipos de enchufes.
- Durabilidad: su diseño robusto permite una producción continua.
- Compatibilidad: Funciona con materiales de PVC, UPVC, CPVC y HDPE.
Ejemplo basado en datos: Eficiencia de la producción
Consideremos un fabricante que produce tuberías de PVC con un diámetro de 160 mm.
Parámetros de la máquina:
- Tiempo de ciclo: 60 segundos por tubería
- Horario laboral: 8 horas por turno.
- Eficiencia del operador: 95%
Cálculo de salida:
| Parámetro | Valor |
| Tiempo de ciclo | 60 segundos |
| Tuberías por hora | 60 |
| Tuberías por turno | 480 |
| Producción efectiva (95%) | 456 tuberías |
Estos datos demuestran que incluso las máquinas de capacidad media pueden producir más de 450 tuberías por turno, lo que permite dar soporte a cadenas de suministro a gran escala.
Desafíos en el proceso de Belling
A pesar de la automatización, los fabricantes se enfrentan a algunos desafíos:
- El sobrecalentamiento o el calentamiento insuficiente pueden provocar grietas o deformaciones en el conector.
- Atascamiento del mandril: si la refrigeración es insuficiente, la tubería puede pegarse al mandril.
- Espesor de pared irregular: resultado de un calentamiento inadecuado o una mala alineación de las tuberías.
- Consumo de energía: Alto consumo de electricidad si no está optimizado.
Medidas preventivas:
- Calibración periódica de los calentadores
- Mantenimiento adecuado del sistema de refrigeración
- Inspección rutinaria de mandriles y abrazaderas.
Innovaciones en máquinas de campanado
Los fabricantes están introduciendo varios avances:
- Sistemas servoaccionados: Posicionamiento preciso para ciclos más rápidos.
- Sistemas de calefacción híbridos: Combinación de infrarrojos y aire caliente para una mayor eficiencia energética.
- Clasificación automática de tuberías: Integración con líneas de extrusión para un funcionamiento continuo.
- Integración de IoT: Monitorización remota con alertas inteligentes para el mantenimiento predictivo.
Las máquinas abocinadoras son indispensables en la fabricación moderna de tuberías. Mediante un proceso paso a paso de carga, calentamiento, conformado, enfriamiento y descarga, garantizan que las tuberías estén listas para una instalación segura y eficiente.
Desde una perspectiva industrial, la adopción de sistemas de control avanzados, métodos de enfriamiento más rápidos y manipulación automatizada no solo aumenta la eficiencia de la producción, sino que también garantiza la uniformidad de la calidad. Ante la creciente demanda de infraestructura, suministro de agua y tuberías industriales, los fabricantes que invierten en máquinas de abocardado de alto rendimiento obtienen una importante ventaja competitiva.